
Изготовление плитки из резиновой крошки в домашних условиях
Производство резиновой плитки — самый эффективный способ переработки старых изношенных шин. Конечная продукция отличается высокой прочностью и износостойкостью. Производство такого материала позволяет решить две важные задачи — изготовить продукцию с отличными эксплуатационными качествами и безопасно утилизировать ненужные покрышки. Это отличная идея для тех, кто хочет заняться бизнесом в домашних условиях.

Содержание
Сырье для производства резиновой плитки
Если вы планируете заняться производством резиновой брусчатки в домашних условиях, основное сырье — дробленую резину, можно приобрести на заводе. Многие отечественные предприятия занимаются переработкой старых автомобильных покрышек, поэтому с закупкой сырья не возникнет проблем.
Крошку из покрышек можно сделать и своими руками, но в таком случае вам не обойтись без специального оборудования.
Отработанные шины можно приобрести за бесценок или получить бесплатно, взяв на себя только транспортные расходы.
В состав смеси для изготовления резиновой тротуарной плитки входят:
- фракции резиновой крошки;
- клей;
- пигменты;
- модифицирующие наполнители.




Резиновая крошка
Это вторичный материал из старых автомобильных покрышек, который получают путем механического дробления с последующим отделением ненужных примесей, таких как текстильное волокно и металлический корд. В состав крошки входят синтетический каучук, различные масла и наполнители, поэтому исходное сырье изначально прочное и износоустойчивое. Шины не боятся воздействия кислот и щелочей.
Автомобильная резина отличается высокой эластичностью и отлично сохраняет заданную форму. Она с трудом подвергается деформациям даже при высоких температурах.
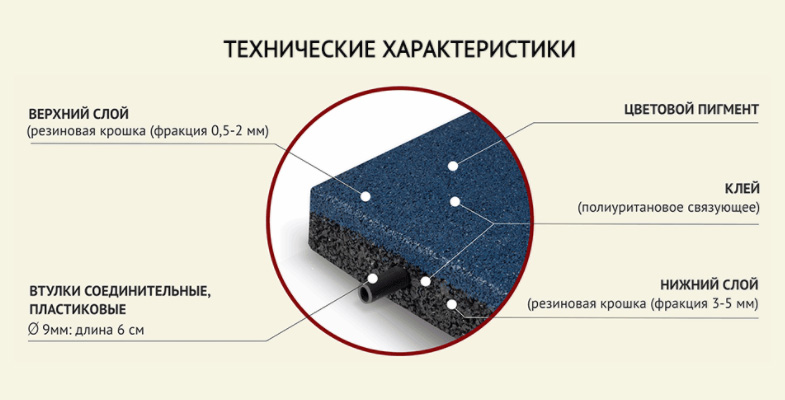
Размер крошки может колебаться в пределах 0,1-10 мм. Сырье 0,1-4 мм используют для производства черной или цветной однослойной плитки. Более крупные фракции предназначены для изготовления нижнего слоя. В их составе могут быть металлические включения.

Пигменты
Пигментные красители позволяют получать готовые изделия разного цвета. Красящие вещества находятся в сухой порошкообразной фазе. Они могут быть органическими и неорганическими. Внешне пигменты похожи на разноцветную муку. Окрашивание смеси для изготовления плитки из резиновой крошки происходит при взаимодействии красителя с полиуретановым клеем. Красящее вещество обволакивает резиновую крошку и придает ей нужный цвет.
В основе неорганических красителей могут быть:
- диоксид титана — белый;
- оксид железа — красный;
- гидроксид оксида железа — желтый;
- кобальт — синий.
Смешивание основных цветов позволяет получать разные оттенки.
Полимерный клей
Связующее, которое добавляют в смесь для производства плитки, представляет собой нетоксичную массу на полиуретановой основе. Оно может быть:
- однокомпонентным;
- двухкомпонентным.
Второй вариант отличается составом. К нему прилагается отвердитель. При выборе клея обратите внимание на его качество. На него приходится вся нагрузка, поэтому стоит закупить в небольших количествах связующее от нескольких производителей и опытным путем выбрать подходящий вариант.


Модифицирующие наполнители
Данный компонент позволяет повысить прочность и износостойкость вторичного сырья, а также придает эластичность готовой продукции. При малой концентрации модифицирующие наполнители не улучшают механические показатели, а при большой материал становится хрупким, в связи с чем меняется механизм его разрушения.

Формы для плитки
Пресс-формы для резиновой плитки можно сделать самостоятельно. Но это занятие отнимет у вас много времени и денежных средств, поэтому лучше приобрести готовые изделия или заказать их изготовление по эскизу.

Перед эксплуатацией не забудьте обработать форму мыльной водой или силиконом, чтобы к ней не прилипал раствор. Неметаллические формы после удаления готовой резины обрабатывают кислотным раствором для ликвидации пыли.
Оборудование для производства
Комплектующие для производства плитки методом холодного прессования обойдутся дороже, чем для горячего. Самый дорогостоящий вариант — это установка автоматизированной линии. Такая аппаратура подходит для промышленного производства, поэтому понадобится помещение большой площади.
Специальное оборудование по производству резиновой плитки в домашних условиях состоит из следующих агрегатов:
- сырьевой смеситель;
- вулканический пресс;
- пресс-формы;
- весы;
- тележки-транспортеры;
- формовочные столы;
- сушильная камера.

Компоненты рабочей смеси загружают в смеситель с тихоходными лопастями, которые тщательно их перемешивают. Чаще всего основное сырье и клей смешивают отдельно, поэтому понадобится еще один станок такого типа.
Смесь в формы загружают на специальных формовочных столах. После этого формы ставят на тележки и помещают под пресс. Загруженные тележки отправляют в сушильную камеру.
Производительность всего электрооборудования зависит от размеров сушильной камеры. Чтобы производство было рентабельным, ее площадь должна составлять не менее 200 м².
Для производства исходного сырья (резиновой крошки) в домашних условиях применяют способ механического дробления с использованием специальных резаков. Это недорогое оборудование подходит для изготовления плитки в гараже. В промышленном производстве применяют метод ударно-волнового дробления. Такое оборудование полностью автоматизировано.

Технология изготовления
Для производства плитки используют 2 метода прессования:
- горячее;
- холодное.
Первый вариант более дешевый и быстрый. Но на выходе вы получите токсичный продукт низкого качества. Отечественные производители отдают предпочтение холодному прессованию. Такой способ позволяет получать долговечную плитку, но он не отличается высокой производительностью.
Затраты электроэнергии для обоих методов одинаковы. Отличается только характер потребления электричества. При горячем способе электрическая энергия расходуется циклично, только во время работы пресса. При холодном прессовании необходимо постоянно расходовать электроэнергию, чтобы поддерживать нужный температурный режим в сушильных камерах.
Рассмотрим основные этапы производства:
- Подготовительный. На этом этапе подготавливают основное сырье. Для этого старые автомобильные покрышки освобождают от металлических колец и текстильных нитей, после чего измельчают на дробилке до нужной фракции.
- Приготовление смеси. В смеситель в нужной пропорции загружают каучуковую крошку, клей, пигменты и модифицирующие наполнители.
- Формовка. Готовой смесью наполняют специальные формы и отправляют под пресс.
- Прессование. Сырьевой материал спрессовывают до заданной плотности и толщины.
- Запекание. При горячем способе производства материал запекают под прессом при +130°С. Холодный способ подразумевает установку форм с сырьем в термошкафы для обработки более низкими температурами (+60°С).
Необходимо строго придерживаться технологии производства резиновой плитки. Обратите особое внимание на следующие важные нюансы:
- Размер каучуковой крошки. От этого параметра зависит качество покрытия и его физико-механические характеристики.
- Наличие смазочного материала в формах перед загрузкой смеси.
- Соблюдение пропорций при приготовлении смеси.
- Чтобы повысить водонепроницаемость плитки, нужно использовать меньшую фракцию крошки и увеличить давление пресса.
- Чем крупнее фракция резиновой крошки, тем быстрее теряется цвет материала при эксплуатации.
- Плитку толщиной более 2 см лучше делать двухслойной. Верхний слой — из мелкой крошки, нижний — из крупной. Если вы хотите сделать резиновую плитку двухслойной, понадобится дополнительный смеситель для приготовления разных слоев.
- На одном прессовальном станке нужно выпускать плитку одинаковой толщины, независимо от ее конфигурации. Чем тоньше покрытие, тем быстрее происходит его формация.
Многие производители выпускают двухслойную резиновую плитку. Такой подход позволяет им существенно снизить себестоимость готовой продукции, поскольку в состав смеси входит дешевая крупная фракция исходного сырья.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Пропорции
Для приготовления смеси из резиновой крошки все необходимые компоненты берут в следующей пропорции:
- резиновая крошка — 80%;
- полимерный клей — 10%;
- пигмент — 3,5%;
- модифицированные наполнители — 0,5%.
Чем меньше фракция крошки, тем больше понадобится клея. Пигментные вещества подсушивают связующее, поэтому в черной плитке его может быть меньше. Перед тем как засыпать ингредиенты в смеситель, их необходимо точно дозировать, используя весы. Несоблюдение технологии может негативно отразится на качественных характеристиках готовой продукции.

Горячий способ
Для горячего метода производства плитки понадобится вулканизационный пресс, под которым при температуре +130°С происходит процесс вулканизации. Формы со смесью находятся под прессом 30 минут. После этого можно производить выемку готовой плитки.
Прессование горячим способом существенно увеличивает объемы, поскольку ускоряет процесс изготовления плитки. Однако быстро — не всегда хорошо.
При использовании горячего метода ухудшаются характеристики изделия, что негативно сказывается на его качестве. У такой плитки более яркий запах жженой резины. Кроме того, она быстро разрушается под воздействием различных факторов окружающей среды.
Клей должен хорошо впитаться в структуру компонентов смеси. При горячем методе он не успевает прочно связать все составляющие, поэтому плитка становится хрупкой и недостаточно прочной. Под воздействием высоких температур связующие звенья не сохнут, а запекаются, что отрицательно сказывается на эластичности плитки и ее прочности.
Холодный способ
Готовую резиновую смесь загружают в формы и помещают их под пресс. После прессования тележки с формами загружают в специальные камеры на просушку. Их выдерживают 4-6 часов при +60°С. По истечении этого времени можно производить выемку тележек из камеры.
Производительность холодного метода зависит от объема камеры для сушки. Чем больше камера, тем больше тележек в нее поместится. Благодаря этому можно регулировать количество выпускаемой продукции.
С первого взгляда может показаться, что изготовление плитки таким способом менее производительно. При холодном прессовании химические реакции замедляются, клей успевает надежно связать все компоненты и в результате вы получаете долговечный качественный материал с отличными эксплуатационными характеристиками. Объемы производства можно увеличить за счет покупки дополнительного оборудования.

 +4
+4
Все хорошо, но дикая проблема с отделением корда от покрышки (в домашних условиях).
Здравствуйте ! Меня интересует линия производства резиновые плитки .можете мне писать в телеграм или в ватсаппу